Artículo de revisión
Características acústicas y métodos de fabricación de los moldes auditivos
Acoustic characteristics and manufacturing methods of hearing aids
María del
Carmen Hernández Cordero1*
https://orcid.org/0000-0002-3409-4338
Sibia Gutiérrez
Milián1 https://orcid.org/0000-0002-2579-1940
1Centro
de Neurociencias de Cuba. La Habana, Cuba.
*Autor para la correspondencia: maryprotesis@gmail.com
RESUMEN
Introducción:
La aplicación de la tecnología digital para la fabricación de
los moldes auditivos ha tenido un gran impacto en el sector audiológico.
Este tipo de avance presenta muchas ventajas en comparación con la confección
tradicional de estos productos, lo cual garantiza un óptimo rendimiento
de las prótesis auditivas.
Objetivo:
Describir las características acústicas y métodos de fabricación
de los moldes auditivos.
Métodos:
Se utilizó como buscador de información científica a Google Académico.
Se evaluaron artículos de revisión y de investigación provenientes
de diferentes bases de datos: PubMed, LILACS, Cochrane, SciELO y páginas
web, que tenían menos de 10 años de publicados, en idioma español,
portugués e inglés.
Síntesis
de la Información: Se han descrito varios métodos para
la fabricación de los moldes auditivos, pero el avance de la tecnología
3D en este campo ha contribuido a mejorar la calidad de las piezas y estas resultan
más confortables para el uso de los pacientes.
Conclusiones:
Desde el punto de vista clínico, la indicación de diferentes
tipos de moldes con una reproducción exacta del conducto auditivo externo
proporciona un resultado estético y funcional excelente.
Palabras clave: moldes auditivos; tecnología 3D; hipoacusia.
ABSTRACT
Introduction:
The use of digital technology to the auditory molds production has great impact
in the audiological sector, since it represents many benefits in comparison
with the traditional manufacturing of these products, which guarantees the good
yield of the auditory prosthesis.
Objective:
To describe the acoustic characteristics and methods of production of the auditory
molds.
Methods:
Google Scholar was used as a scientific information search engine. Review and
research articles from different databases were assessed, such as PubMed, LILACS,
Cochrane, SciELO and web pages published approximately 10 years ago in Spanish,
Portuguese and English.
Synthesis of
the information: Several methods have been described for manufacturing auditory
molds, but the advances of 3D technology in this field has contributed to improve
the quality of these pieces to be more comfortable for the use of the patients.
Conclusions:
From the clinical point of view, the indication of different types of molds
with an exact reproduction of the external auditory canal provides excellent
aesthetic and functional result.
Keywords: auditory molds; 3D technology; hearing loss.
Recibido: 21/10/2019
Aprobado: 12/11/2019
INTRODUCCIÓN
Los moldes auditivos constituyen un elemento importante para lograr un correcto ajuste protésico y aprovechamiento óptimo de las características de las prótesis auditivas. Su indicación y confección de acuerdo con el tipo de hipoacusia es un factor de gran relevancia en el proceso de colocación de una prótesis auditiva.
La incorporación de la tecnología digital durante los últimos años en la fabricación de los moldes ha tenido un gran desarrollo, pues ha contribuido a mejorar la calidad de las piezas. Al comparar la forma tradicional de elaboración de los moldes con el resultado de la confección digital, estos últimos resultan más confortables en su uso (acústica y físicamente). Permiten el uso de una mayor ganancia en los audífonos sin tener el fenómeno de feedback, menor porcentaje de devoluciones por defectos de fabricación; minimizan la cantidad de tomas de impresión extras si se solicita la reproducción física del molde con el consecuente ahorro de material destinado a esta función; así como garantizan además una producción muy eficiente en calidad y tiempo de entrega al paciente. Otra de las ventajas importantes de la asimilación de este tipo de tecnología ha sido la posibilidad de la indicación de todos los estilos de moldes auditivos, los cuales tienen un acabado muy estético para el paciente; hay un mejor aprovechamiento de las prestaciones de los audífonos.
El propósito de este trabajo fue describir las características acústicas y métodos de fabricación de los moldes auditivos.
MÉTODOS
Se utilizó como buscador de información científica a Google Académico. Se emplearon como palabras claves: moldes auditivos, tecnología 3D, hipoacusia. Fueron evaluados artículos de revisión y de investigación provenientes de diferentes bases de datos como PubMed, LILACS, Cochrane, SciElo; así como páginas web que tenían menos de 10 años de publicados, en idioma español, portugués o inglés, con una adecuada calidad científica y metodológica. Esto permitió el estudio de 22 artículos, de los cuales 10 fueron referenciados.
ANÁLISIS Y SÍNTESIS DE LA INFORMACIÓN
Moldes auditivos y sistemas de acoplamientos
El molde auditivo se realiza ajustado a la anatomía individual de cada paciente y permite la retención del aparato al oído. Estos son fabricados con el canal de sonido, el cual es la vía a través de la cual este pasa a través del conducto auditivo externo (CAE). En muchos casos el molde provee una segunda vía de conducción sonora conocido como ventilación, cuya función es igualar presiones. Cuando la ventilación no existe, como en las prótesis potentes de gran ganancia, el molde está ocluido.(1)
Existen una gran variedad de modelos físicos de los moldes. Ellos varían según la forma de la concha o la dimensión que alcanzan en el CAE. Estas variaciones afectan la apariencia, el confort, las características acústicas, la seguridad y retención de la prótesis auditiva.
Uno de los efectos no deseados de un audífono es el efecto de oclusión, en el cual el usuario escucha su propia voz excesivamente amplificada por la conducción de la vía ósea. Para el ajuste de una prótesis auditiva la selección de la ventilación debe ser muy cuidadosa para evitar un efecto indeseado de oclusión, pero no de un diámetro tan grande que cause fenómeno de feedback.(2)
El tamaño de la ventilación también causa modificaciones importantes en la ganancia a las bajas frecuencias y la máxima salida de los sonidos amplificados. Aunque con el desarrollo de la tecnología digital estas características de amplificación son fácilmente modificables con la programación personalizada de cada equipo según la hipoacusia que presente el paciente.
La forma del conducto de sonido que acopla el molde con el receptor en el CAE afecta la ganancia en las altas frecuencias y la salida de los audífonos. Aquellos que crecen hacia adentro (horns) incrementan la salida a las altas frecuencias y los que se estrechan causan el efecto contrario.
Los dampers utilizados dentro del conducto del sonido, suavizan los picos de la respuesta. Se debe tener un especial cuidado con la ubicación y resistencia del damper para controlar la pendiente de las frecuencias medias.
La clave para lograr un molde adecuado es realizar una toma de impresión exacta según la morfología del oído del paciente. Esto requiere el uso de un material apropiado y el otoblock posicionado en el CAE.(3)
Los moldes auditivos pueden fabricarse de diferentes materiales. La diferencia más importante entre estos es la dureza. Aquellos que son más suaves proporcionan un mejor cierre del CAE, aunque por otra parte se deterioran con más facilidad y son difíciles de reparar.
Los moldes para prótesis retroauriculares tienen 3 funciones esenciales:(4)
1. Contienen en su interior un conducto de transmisión del sonido que acopla el sonido entre el molde y el aparato auditivo, lo que afecta la respuesta de ganancia en frecuencia del equipo
2. Controlan la extensión en la cual la parte interna del CAE es abierto hacia el exterior (ventilación), y modifican también la ganancia en frecuencia y el confort electroacústico del aparato.
3. Garantiza la retención del audífono en el oído de una manera confortable.
A menudo se hace referencia en la literatura a 2 tipos de moldes: ocluidos y no ocluidos. En el primer caso, se refiere cuando no existe intención de dejar una vía de conducción del sonido entre la parte interna del CAE (volumen residual del canal) y el exterior. El término no oclusivo se utiliza cuando existe alguna vía de comunicación entre las partes mencionadas.
Modelos de moldes
Los moldes de diferentes estilos se ajustan a la anatomía de la concha y del canal, sus partes se describen en correspondencia a las porciones del oído en las cuales se adaptan. Algunas de estas variantes son muy importantes para el ajuste posterior de la prótesis auditiva, pues modifican de manera significativa las propiedades acústicas de estas, y llegan a actuar en algunos casos como filtros de determinadas frecuencias.(5,6)
Inicialmente existen particularidades que deben tenerse en cuenta para el uso de los moldes. Por ejemplo, la mitad interna del CAE (parte ósea) está cubierta por una delgada capa de piel (0,2 mm de espesor) y es muy sensible ante la aplicación de alguna fuerza, mientras que la porción externa (parte cartilaginosa) por el contrario, la piel es más gruesa y menos sensible.
Los moldes auditivos tienen 2 curvas que se reconocen fácilmente:
Estilos de moldes auditivos
Una de las principales dificultades para describir los diferentes estilos de moldes auditivos es la identificación con un nombre determinado. Aunque la Asociación Nacional Americana de Laboratorios de Moldes Auditivos registró varios nombres en el año 1976, han surgido nuevos modelos desde aquel entonces. Algunos estilos tienen nombres muy descriptivos como el esquelético, pero otros en cambio se identifican con el nombre de su inventor como el Janssen y algunos tienen nombres confusos como el CROS, que no permite tener una idea clara sobre su morfología.(1,4)
La mejor manera de colocar un tubo que sea fácilmente reemplazado es acoplarlo a un codillo montado en el molde. El canal del sonido dentro del molde consiste en un conducto ubicado en su interior. Para evitar la disminución de la transmisión en las altas frecuencias de la prótesis auditiva, el diámetro interno del codillo debe ser el mismo que el del tubo.
Entre los modelos de moldes que se indican en la práctica clínica se mencionan: compactos, esquelético, semiesquelético, canal lock y carved full shell.
En el caso de los moldes pueden ser indicados como de oclusión o con ventilación, con la porción correspondiente al hélix intacta. Como variante también se puede indicar con este segmento removido o cortado a criterio del especialista que trate al paciente.
La retención del hélix ayuda a que el molde se mantenga en la posición correcta y maximiza la seguridad de uso del audífono; esto proporciona al usuario una inserción completa del molde.
Desafortunadamente muchas veces el paciente no se coloca el hélix de forma apropiada, en cuyos casos el molde se encuentra fuera de posición y produce un incremento del feedback. Esta parte del molde además puede crear una presión excesiva sobre la piel ocasionando disconfort en el paciente. Por estas razones muchos especialistas indican el molde sin hélix en todos sus pacientes y otro grupo siempre con este segmento, removiéndolo si se refiere algún problema durante su uso.
Recientemente, como parte del desarrollo de la tecnología de impresión digital en el Centro de Neurociencias de Cuba, se ha difundido el uso clínico del modelo auditivo denominado micromolde. En este caso se obtiene un producto con mayor estética para el paciente, que se ajusta de manera óptima al conducto auditivo externo y se puede indicar y acoplar a las prótesis auditivas retroauriculares (Fig. 1).
Acústica en los moldes
Las características de los moldes afectan la respuesta en frecuencia del audífono cuando se coloca en el oído del paciente, lo que modifica aspectos como la calidad de percepción de la voz y los efectos de feedback.
Los 3 aspectos fundamentales de la acústica en este tópico son: el canal de sonido, el damping y la ventilación, los cuales afectan primariamente la respuesta en frecuencia en determinadas regiones.
Las dimensiones del canal de sonido solo modifican la región de altas frecuencias (por encima de 2 KHz para los audífonos retroauriculares). El damping afecta la forma de respuesta en las frecuencias medias (desde 800 Hz hasta 2500 Hz en los retroauriculares). La ventilación modifica la respuesta en las bajas frecuencias (desde 0 a 1 KHz, con un rango que depende estrechamente del tamaño de la ventilación y la ganancia del audífono).
Ventilación
El conocimiento de la ventilación y sus efectos, tiene una importancia crucial para lograr una correcta programación de la prótesis.
El tamaño de la ventilación debe ser seleccionado una vez que se conozca la ganancia, sin que el oído sea completamente ocluido. Este tipo de modificación se introduce en el molde con la finalidad de crear un intercambio de aire entre el canal auditivo y el medio externo. Este tipo de cambio además evita un acumulo excesivo de humedad.
La forma de los conductos de ventilación reales no tiene un diámetro uniforme, debido a que es difícil predecir exactamente el tamaño de estos. Los especialistas muchas veces necesitan realizar ajustes luego de la primera programación en el paciente. Una de las formas es aumentar el diámetro de la ventilación fresando en la pieza, o disminuyéndolo a través del relleno con diversos materiales. Este tipo de modificación puede ser más fácil si se utiliza una variante de elaboración con la inclusión de un plug de inserción en el molde, en el que los insertores tienen la misma longitud, pero difieren en el diámetro.(8)
Efecto de la ventilación en la ganancia y la máxima presión de salida
La ventilación afecta la ganancia a las bajas frecuencias y la máxima presión de salida de los audífonos, lo que permite en primer lugar la salida de los sonidos de baja frecuencia y en segundo lugar que estos a su vez lleguen al canal auditivo residual sin pasar por el audífono. Estos son 2 efectos separados de la ventilación que se pueden considerar aislados o combinados.(6,8)
Efecto de la ventilación en el paso del sonido amplificado
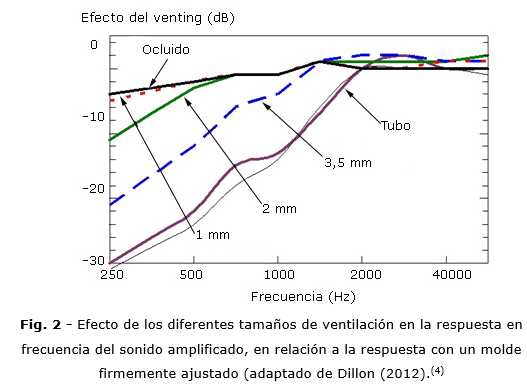
Cuando un sonido amplificado emerge desde el canal de sonido hasta el volumen del canal residual, se genera una presión sonora, esta es la presión de sonido que es sensada en la membrana timpánica. Si existiera una vía de escape, como la ventilación, el sonido puede salir a través de esta, la proporción del sonido que escapa depende de la impedancia del canal residual. La vía de la ventilación convertida en una masa acústica tiene una impedancia que se incrementa con la frecuencia.
De manera contraria, el volumen de canal residual tiene una impedancia que cae según se incrementa la frecuencia, por ambas razones, la ventilación se convierte en una ruta de escape según las frecuencias disminuyen. El efecto de la ventilación sobre las bajas frecuencias depende de su tamaño (debido a que esta variable determina su masa acústica). La figura 2 demuestra como el grado de las ventilaciones de diferentes tamaños cortan las respuestas a las bajas frecuencias del sonido amplificado.(4)
Efecto de la ventilación en el paso del sonido a través de su conducto
La ventilación no transmite el sonido de la misma manera a la entrada que a la salida del conducto. Los sonidos que llegan al pabellón auricular se transmiten directamente dentro del canal auditivo a través de la ventilación, por una vía no electrónica. Los sonidos se transmiten al canal auditivo sin una atenuación significativa por encima de la frecuencia de resonancia de Helmholtz.
Efectos de la ventilación cuando se combinan la vía amplificada y la transmisión a través de este dispositivo
El paciente que utiliza una prótesis auditiva no escucha de manera aislada por una vía o la otra, sino que el sonido llega a la membrana timpánica procedente de ambas, se combina el volumen residual del canal auditivo.
Efectos de la ventilación en la direccionalidad del sonido
Los micrófonos direccionales producen una gran directividad a las bajas frecuencias, la cual puede ser aparente para el usuario solo en aquellas frecuencias en las cuales la vía de transmisión del sonido amplificado domina sobre la conducción pura por el tubo de ventilación. Para maximizar los beneficios de los micrófonos direccionales, la vía de amplificación debe extenderse a mayor transmisión de bajas frecuencias como sea posible, lo cual quiere decir que la ventilación debe ser lo más pequeña posible en estos casos.(2,9)
La ventilación y el efecto de oclusión
Cuando el CAE es ocluido por un molde, los pacientes que presentan una audiometría con los umbrales de las frecuencias graves por debajo de 40 dBHL, refieren que tienen la sensación de escuchar su propia voz hueca, como si estuvieran hablando en un túnel con sus ecos. Estas son las descripciones que corresponden al efecto de oclusión.
Existen 2 maneras de disminuir la presión sonora inducida por el efecto de oclusión:
Los pacientes con una hipoacusia mayor de 40 dBHL a 250 y 500 Hz, presentan muy pocos problemas de oclusión. Como característica de este tipo de hipoacusia, estas personas necesitan una amplificación importante a las bajas frecuencias, por lo que no es problema si se incrementa la presión sonora mientras hablan.(6)
Como dato importante se debe mencionar que el sonido amplificado electrónicamente está fuera de fase con aquel que se conduce por vía ósea, lo que incrementa el grado en el cual las amplificaciones a las bajas frecuencias pueden causar una disminución del SPL en el canal residual.
Se recomienda que los especialistas utilicen las medidas en oído real que se pueden explorar con los audioanalizadores para monitorear la magnitud del sonido que se produce cuando el paciente habla, proveniente de 2 vías: una de la vía ósea aislada y otra de la combinación de esta forma de conducción y la amplificación.
Este tipo de exploración no es común que se use en la práctica clínica, se establece como método más común que la cantidad de oclusión aceptable depende del juicio del paciente que utiliza la prótesis más que de las medidas físicas que se puedan evaluar con las mediciones del audioanalizador.
De manera general, el concepto de efecto de oclusión se define como el incremento de la presión sonora que ocurre en el CAE, mientras que el paciente habla. Una consecuencia de colocar muy profundamente el molde es que la ausencia de ventilación aumenta la posibilidad de la presencia de enfermedades en el oído externo.(2)
Fabricación digital de los moldes auditivos: nuevas tecnologías
La tecnología digital en la fabricación de moldes con un proceso conocido como diseño y fabricación asistido por computadora (CAD/CAM Computer Aided Design and Manufacturing, por sus siglas en inglés); ha tenido un gran impacto en la industria de las prótesis auditivas.(10)
Los pasos principales para la fabricación digital de los moldes después de la toma de impresión en el CAE del paciente consisten en: escaneo, diseño e impresión. Estos procesos se vinculan directamente a la computadora; integran todos los datos que corresponden a cada etapa, para crear la pieza que se colocará en el paciente.
Aunque los datos que se obtienen en cada etapa permanecen independientes durante el proceso, siempre hay que realizar cambios a medida que avanza el procedimiento sin afectar la integridad de la información guardada. Una de las ventajas es que una vez que se escanea y guarda la impresión, si esta es correcta, no es necesario volver a realizar este paso, si se requiere un nuevo molde. En caso contrario, si por las características de la hipoacusia del paciente y la ganancia de la prótesis auditiva, es necesario modificar el tipo de pieza a fabricar, entonces se vuelve a realizar el proceso inicial.
Escaneo: Corresponde al primer paso en la fabricación digital, es importante señalar que debe realizarse una toma de impresión correcta que reproduzca todos los detalles anatómicos del Conducto Auditivo Externo del paciente, para garantizar una pieza que se ajuste de manera óptima una vez se concluya la fabricación digital.
El proceso de escáner de la impresión física del oído del paciente se realiza con un sistema óptico altamente eficiente y exacto. Un láser es proyectado sobre las impresiones y capturado por 2 cámaras digitales de alta resolución. El programa del equipo calcula automáticamente un gran número de coordenadas y puntos, los cuales se conectan y crean una imagen 3D de la pieza.(2,8)
En una sola sesión se pueden capturar las imágenes del oído izquierdo y derecho. El diseño del scanner y la calibración garantizan un proceso de alta calidad y una reproducción óptima de la geometría particular de cada paciente.
Diseño: En esta etapa el técnico toma la imagen virtual de la impresión para crear el molde auditivo. Este proceso se realiza con un programa de modelaje en tercera dimensión que permite modificar la impresión virtual como si fuera un objeto real.
Existen una gran cantidad de modificaciones que el técnico puede realizar con la impresión virtual, por ejemplo, aquellas partes de la pieza que no son necesarias deben ser eliminadas, por otra parte, se puede adicionar material en los segmentos en los que se detecten imperfecciones o defectos de lleno. Existen diferencias entre el procesamiento de un molde, pues en cada caso hay especificaciones relacionadas con el modelo que se haya seleccionado en función de la hipoacusia del paciente y la ventilación que se indique para introducir las modificaciones acústicas que se considere.
La principal ventaja de este tipo de procesamiento digital es que el especialista que realiza el modelaje puede introducir múltiples variaciones del molde, y en este caso especialmente probar varias maneras de combinar la electrónica, cuyos cambios son reversibles, antes de llegar a una versión final (Fig. 3).
Impresión: Este término se utiliza para definir la parte real de la producción final de los modelos que fueron diseñados virtualmente. Recibe este nombre porque las instrucciones generadas durante los procesos anteriores, son ahora impresas en el material que se utiliza para fabricar el molde.
Existen 3 tipos de sistemas de impresión que se utilizan para este tipo de proceso:
1. Estereolitografía (SLA) (sistema 3D), en este se utiliza una resina acrílica fotosensible como material de impresión.
2. Sintetizado Láser Selectivo (SLS), en el cual el programa dirige una fuente de láser a la primera línea, formando una capa cada vez.
3. 3D DLP, el cual se utiliza para fabricar piezas pequeñas no metálicas con alta definición superficial, recomendándolo en audiología para fabricar piezas biocompatibles con variedad de colores, opacos y transparentes (Fig. 4).
Entre las principales características de este último sistema se encuentran:
Resinas para fabricación digital 3D
Otro de los aspectos importantes a considerar en este tipo de fabricación son las resinas biocompatibles para la producción de los moldes. Estos productos permiten obtener una gran variedad de piezas de diferentes colores, texturas y amplía la posibilidad de realizar la adaptación personalizada a los pacientes en función de los requerimientos audiológicos para garantizar una óptima adaptación audioprotésica.
Ventajas del sistema de fabricación digital
1. Precisión con la cual se captura y reproduce la forma de la impresión auditiva, con lo que el producto final tiene una alta calidad.
2. Grosor uniforme con mayor durabilidad: Las piezas elaboradas con el método convencional resultan de un grosor impredecible en sus paredes. El sistema de fabricación digital permite al técnico especificar el espesor de la pieza, con lo que se incrementa la resistencia mecánica a impactos y daños potenciales. Esto reduce el número de reparaciones por daño físico de los moldes.
3. Disminución del feedback interno debido a la ubicación del receptor: Una ventaja importante del modelaje en el sistema de fabricación digital es que el técnico visualiza la localización de los diferentes componentes, incluido el receptor. Esto minimiza el riesgo que el receptor haga contacto con la pared del Conducto Auditivo Externo lo que resulta en el feedback. Debido a que la apertura donde se coloca este componente se puede especificar durante la etapa de modelaje, el técnico no tiene que taladrar para crear este agujero.
4. Mayor ganancia de la prótesis auditiva: El ajuste es más efectivo pues la fabricación digital permitirá una mejor ganancia sin el feedback que ocurre cuando los moldes se producen por método convencional.
Finalmente, la aplicación de la tecnología digital para la producción de moldes ha incrementado la calidad del producto terminado. Para los productores, esto aumenta la eficiencia y exactitud con la cual se fabrican estas piezas; además, esto se asocia al manejo de la información en bases de datos digitales, con lo que no es necesario guardar las muestras físicas de la toma de impresión, y como ventaja se pueden producir tantas piezas sean necesarias sin necesidad de realizar varias acciones en este sentido.
Desde el punto de vista clínico, la indicación de diferentes tipos de moldes con una reproducción exacta del conducto auditivo externo proporciona un resultado estético y funcional excelente.
REFERENCIAS BIBLIOGRÁFICAS
1. Alniaçik A, Nur S. The Effects of Silicone and Acrylic Ear Mold Materials on Outer Ear Canal Resonance Characteristics. J Int Adv Otol. 2016;12(2):189-93.
2. Chen C , Hsieh L , Chiang Y , Cheng W. Feasibility of High-Resolution Computed Tomography Imaging for Obtaining Ear Impressions for Hearing Aid Fitting. Otolaryngol Head and Neck Surgery. 2019;161(4):666-7.
3. Cortez R, Dinulescu N, Skafte K, Olson B, Keenan D, Kuk F. Changing with the times: applying digital technology to hearing aid shell manufacturing. Hear Rev. 2004;11(3):30-8.
4. Dillon H. Hearing aid earmolds, earshells and coupling systems. In: Hearing Aids. New York: Ed. Boomerang Press; 2012.
5. Grimm T. Fused Deposition Modeling: A Technology Evaluation. The Time Compression-Technologies (Sthocolmo). 2003;11(2):14-21.
6. Kincade K. Rapid prototyping evolves into custom manufacturing. Pensilvania: Laser Focus World May; 2005.
7. Painton S, Sweeney T. Effects of probe tubes inserted through earmold vents on real-ear probe microphone measurements. Hearing Review. 2019;26(9):24-8.
8. Pirzanski C. Ear mold retention issues: Why do these ear molds keep falling out? Hearing Review. 2010;17(5):26-34.
9. Taylor B, Teter D. Ear molds: Practical considerations to improve performance in hearing aids. Hearing Review. 2009;16(10):10-4.
10. Zbigniew J, Czajkiewicz. Application of Rapid Prototyping Technology to Ear mold Production. Holand: Manual technology; 2006.
Conflicto de intereses
Los autores refieren no tener conflicto de intereses.
Contribución de los autores
- María del Carmen Hernández Cordero: Idea original, revisión bibliográfica, confección del artículo y redactor principal.
- Sibia Gutiérrez Milián: Revisión bibliográfica y confección del artículo.